PetrolfromCoal Innovation Group
proposes to create a joint venture for the production of Sorbent and super-high-quality low-temperature Oil using our latest technology for the production of synthetic oil and its fractions G.O.D.S. from any coal. Our technology allows the full use of coal, i.e. no by—products remain and absolutely no harmful emissions either, i.e. 0%.
Fractions G.O.D.S.: high-quality gasoline (G), low-temperature oil (O), diesel fuel (D) and high-quality (S)orbents.
Our advantages are extremely low production costs and complete absence of environmental pollution. At the cost of such a plant of about 10 million USD (capacity of 100 tons/day), our technology allows us to produce 70 tons of only one high-quality sorbent (S), which worth about 10,000 USD/Mt, with the price 700,000 USD per day out of 100 tons of coal, (the same quality as «AddSorb VA12NG»), with a full payback period of about a month (provided that all production of a month will be sold).
Additionally, we also receive an additional 30 tons of high-quality synthetic G.O.D.S. oil from which we produce fractions:
G—Gasoline fraction of the highest quality with an octane rating of 70 (additives must be added for use in gasoline vehicles) 8-16% (i.e. 2.4Mt-4.8Mt) of synthetic oil G.O.D.S., density 740-755 kg/m3;
O—Oil (low-temperature oil, filtration temperature minus 30°C), premium quality fraction (ultra-low tar and paraffin content, flash point 200-700°C), ready for use in cars, airplanes, etc.) 44-55% (i.e. 13.2Mt- 16.5Mt) of synthetic oil G.O.D.S., density 845-890 kg/m3;
D—Diesel fraction of the highest quality (ready for use in diesel vehicles) 25-40% (i.e. 7.5Mt-12Mt) of synthetic oil G.O.D.S., density 820-890 kg/m3;
S—Nano—Sorbent (nano structured carbon of the highest quality) 70% of 100 Mt (i.e. 70 Mt) of coal (ready for use).
The advantages of our technology
No one existing plant in the world can, what we can, namely:
— we produce the best Sorbent in the world at the lowest cost;
— we process any coal without burning;
— we do not use any catalysts;
— no additional hydrogen is needed;
More details
— all fractions obtained in the same processing cycle (Gasoline, Oil, Diesel, nano-Sorbent) are also of premium reference quality;
— we have absolutely no fuel oil and unused products;
— we have the lowest energy consumption, a plant processing 100 tons of coal / day into 70 tons/day of the best quality Sorbent and 30 tons/day of G.O.D.S. reference oil and its fractions, (which we can additionally sell as well) consumes only 500 kW / h;
— 0% harmful emissions, absolutely 100% green technology and the full coal processing cycle takes place indoors (see the video at this site);
— all processes take place at atmospheric pressure;
— we don’t need high temperature to heat something;
— only for the first launch of the installation, in addition to 1 ton of coal, we need only 500 liters of water (unlike Fisher-Tropsch technology, no 16 tons of water per each 1 ton of coal) and 500 liters of «organic solvent» (waste car oil, etc.), because the process is closed and renewable, then upon obtain of the G.O.D.S. reference oil, this water and this “organic solvent” completely return to the beginning of a new process and at the next processing, only coal is needed, new water and a new organic «solvent» are no longer needed;
— for a «turnkey» mini plant with a capacity of 100 tons of coal / day or 30 tons of G.O.D.S. reference oil and 70 tons of high quality Sorbent a hangar of 1500 square meters is needed and a ceiling height of at least 8 meters and may not heated (see the video at this site).

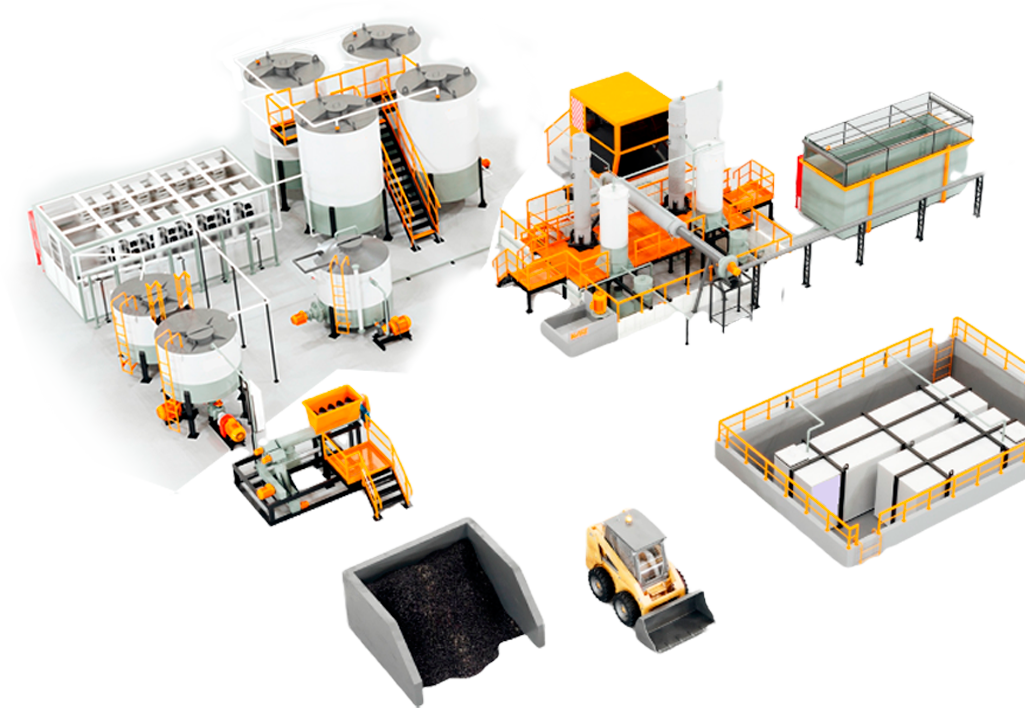
The structure of the plant
1 Source coal
2 Disintegrator wet grinding
3 Container for mixing
4 Special Hydrocarbon Disperser
5 Storage capacity
6 Pump
7 Reactor
8 Storage capacity
9 Plant for processing synthetic oil into straight-run gasoline, diesel, low-temperature oils
10-11-12 Storage tanks for gasoline, diesel, oil
13 Control post
14 Cooling tower
15 Tech channel
The feed coal (1) is ground in a wet grinding disintegrator (2) to particles of (0.1 to 0.3 mm) in size. During wet grinding, 500 liters of water are added to one ton of coal, which is dosed to the coal being ground through a sprayer. The resulting coal-water paste with a density of 1.3 kg/m3 is sent to a tank (3) for mixing with an organic solvent. 500 liters of organic solvent are added to one ton of processed coal (depending on its brand). The cavitation hydrocoal disperser (4) (CHD) ensures even finer grinding of coal to 0.003-0.01 mm, mixes and homogenizes the mixture of coal, water and organic solvent. In the circulation mode through the CHD at a rotation speed of 3000 rpm, maximum access of the organic solvent to the coal particles is ensured, resulting in a homogeneous paste. The circulation process through the CHD is thermal (the homogeneous paste is heated while passing through it). The prepared homogeneous paste from the tank (3) is fed into the storage tank (5), from where it is directed by the pump (6) to the upper part of the electric pulse reactor (7), where local (point) action of the electric pulse discharge occurs. In the pulsed electric discharge, the coal particles of the processed homogeneous paste are crushed to nanosize. Volatile components of coal, electrons and hydrogen, arising in an electric pulse discharge, are absorbed by a homogeneous paste, and the plastic mass of coal, saturated with hydrogen, passes into a liquid (liquefied) state and enters the storage tanks (8) of hydrocarbon fuel. Then the hydrocarbon fuel is fed to the unit (9) for its processing into straight-run gasoline, diesel fuel, low-temperature oils.





Without a doubt, with such a low cost, high mobility, the ability to install equipment directly in a coal mine (which reduces logistics costs), high productivity, zero waste production, 100% environmental friendliness, reference quality of all products, our G.O.D.S. reference oil and all its fractions will take in the markets of the whole world the highest price segment.
Проиграть видео
PetrolfromСoal Innovation Group
All information posted on this website is for informational purposes only and under no circumstances is a public offer, unless otherwise expressly stated.